


- Home > Products Catalog > Other tools > other tools
- other tools
grind saw blade cutter
|
|||||
|
E-samples: P139 |

Details
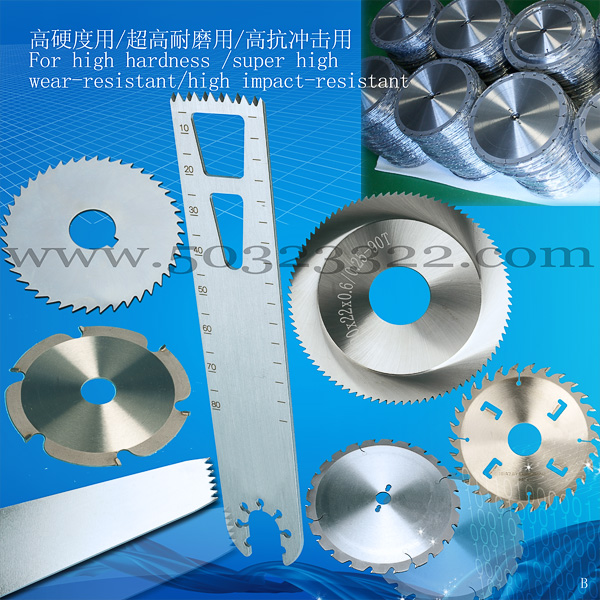
grind saw blade cutter
(stainless/wear-resistant/high precision)
ASP60C :
(stainless/wear-resistant/high precision)
We can produce profile circular cutters of multi-angle,
sharpness, thickness, inner and out diameter, material, and profile according to drawings, samples.
ISOK30A,ISOK40B
(N10 HTI10 TH10 EH10 KG10 K10K313 )
sharpness, thickness, inner and out diameter, material, and profile according to drawings, samples.
ISOK30A,ISOK40B
| K30 | BNS800 |
(M20 GM127 CNX725 RW2110)
(K20 G-10 CYC600 YG6 )
“A” tooth: straight tooth (ratched type)
It is mainly applied in finish milling and cutting. Its milling and cutting depth is shallow, about 3~5mm.
“AW” tooth: it is improved one based on “A” tooth. Tooth profile is left and right single inclined type. Its tooth function is same as that of “A” tooth, but its efficiency is higher.
“B” tooth: curved tooth (cam-generated type)
Tooth profile is bending flat tooth, mainly applied to cut deep groove. The cutting resistance is stronger than “A” tooth and the groove is deeper.
“BW” tooth: curved tooth (alternately beveled)
Tooth profile is left and right single inclined bending flat tooth, the improved one based on “B” tooth, mainly applied to cut thicker material of abnormal profile, with stronger cutting resistance, applied for general cross-cutting saw.
“C” tooth: “HI-LO” tooth (three-tooth regrinding; rough and finish tooth machining)
Its tooth profile is high and low ladder tooth profile. The difference between front and back tooth is 0.15±0.3mm. The front tooth is double-bevel, and the back tooth is flat. Its cutting efficiency is high, and can reduce cutting force when assisting in cutting saw.
“BR tooth: it is latest improved design of “B” tooth, with a fine cutting groove of about 0.4mm at the top of tooth. Its function is to re-break waste materials from cutting and sawing work pieces and to increase discharge rate, so that comparing with “BW” tooth, its cutting and sawing efficiency increases by 25%.
“A” tooth: straight tooth (ratched type)
It is mainly applied in finish milling and cutting. Its milling and cutting depth is shallow, about 3~5mm.
“AW” tooth: it is improved one based on “A” tooth. Tooth profile is left and right single inclined type. Its tooth function is same as that of “A” tooth, but its efficiency is higher.
“B” tooth: curved tooth (cam-generated type)
Tooth profile is bending flat tooth, mainly applied to cut deep groove. The cutting resistance is stronger than “A” tooth and the groove is deeper.
“BW” tooth: curved tooth (alternately beveled)
Tooth profile is left and right single inclined bending flat tooth, the improved one based on “B” tooth, mainly applied to cut thicker material of abnormal profile, with stronger cutting resistance, applied for general cross-cutting saw.
“C” tooth: “HI-LO” tooth (three-tooth regrinding; rough and finish tooth machining)
Its tooth profile is high and low ladder tooth profile. The difference between front and back tooth is 0.15±0.3mm. The front tooth is double-bevel, and the back tooth is flat. Its cutting efficiency is high, and can reduce cutting force when assisting in cutting saw.
“BR tooth: it is latest improved design of “B” tooth, with a fine cutting groove of about 0.4mm at the top of tooth. Its function is to re-break waste materials from cutting and sawing work pieces and to increase discharge rate, so that comparing with “BW” tooth, its cutting and sawing efficiency increases by 25%.
ASP60C :
imported ultra high wear-resistant high-grade high cobalt powder steel, quenched:HRC70°±2°, with excellent wear resistance and impact resistance. Comparing with HSSE\HSS-AL and HSSCo, it has 4~8 times lifetime, and can guarantee uniformity and conformity rate of machined products. It is often applied in general equipment for machining various materials including Ni\Cr\Mo\Si\Ti) that are hard to machine like high alloy\heat-resistant alloy\cast iron of nickel-vanadium-titanium alloy\stainless steel. It is excellent machining tool before heat treatment. It has excellent high temperature machining and comprehensive performance, and allows higher cutting speed. The higher the hardness of machined materials, the more remarkable the effect. Because its roughness is not so good, it is not suitable for discontinuous cutting or for using under processing system of insufficient rigidity, otherwise, cutter will be hit or chipping will happen.
VRA201:
Imported ultra micro-grain diamond tungsten steel, with excellent impact-resistance and general wear-resistance. Generally applied in worse or general equipment to machine materials of lower hardness (HRC≤25°), discontinuous cutting and worse part fixture. Conforming to ISO K25, can replace machining of materials like M42, ASP60, MPM, HSSCo10 etc, and can get 4-6 times lifetime, it has higher performance/price ration. Comparing with SKH51, it has 15-25 times lifetime and durability.
MR11: (For high wear-resistant application):
Ultra micro-grain quality carbide has property of excellent wear resistance and ideal impact resistance. It is applied in mid, high speed intermediate cutting machining of various materials that HRC 28°~48°. It is an ideal machining tooling for finish machining and material tempering, and it is extensively applied. Comparing with general tungsten steel, it has 2~3 times more lifetime. Generally it is applied in good and stable work conditions, good part fixture and continuous mid, high speed light-duty cutting. After being TiALN coated, it has better performance, can machine various materials of HRC 60° Conforming to ISO K10~K30/P10~P30. It is often applied in CNC equipment to machine various hard-machining materials (containing Ni, Cr, Mo, Si, Ti etc.) like high temperature alloys, heat-resistant alloys, Ni-V-Ti alloys, cast iron, stainless steel etc., ultra excellent machining tools before heat-treatment and after tempering. High temperature machining and integrated property is good, allowing highest cutting speed (generally linear speed is above 120M) and with low feed requirement. The higher hardness of the machining material, the better performance. Due to its bad toughness, it is not applicable for discontinuous cutting or for conditions in which process system's rigidity is not sufficient and there is chattering, jumping, otherwise, the blade will be hit or chipping will happen.
We adopt various business cooperation mode either royalty or part-time, and media promotion at different time period, as well as technical support and wholesale to middle-scale or large-scale enterprises or agency, even OEM processing as per customers' requirements. From high-class products (via 6-axis/ 7-axis Blocking CNC-machine Tool (Class-AAA))to medium-class products (via 3-axis/ 4-axis Blocking CNC-machine Tool (Class-D)), different quality and price, our reliable products can replace to first-class products, and we are professional in wholesale, R&D, producing & processing, as well as design revision according to client's designs and samples of special, non-standard, abnormal shape and new products with high cost-performance ratio, also our on-demand service will decrease your comprehensive cost greatly!
Referencing to the page footer, please provide your sample and specify the detailed specification, material type, size tolerance, drawing of semi-product and finished product, applied equipment, equipment value (RMB, to judge its market value is rigid or floating), monthly consumed quantity, type of original product and its deficiency, when you make inquiry. What is the processed material and its HRC?
LZQ is possessed of cutting-edge & comprehensive production system, as well as rich producing & machining capability with different precision technology, so as to realize high efficiency application.
- Previous:cutter factory
- Next:tool for grinder