
您需要定制刀具为您的产品达到极至效果。请联系销售人员了解更多关于非标设计的信息。
 点击发送咨询单
点击发送咨询单
电子邮件:lzq@50323322.com


双角铣刀
|
|||||
|
电子样本:P140 |
详细介绍
双角铣刀
图片及说明为本厂所有,
用户抄袭下载请取得同意,
谢谢!(*^_^*)
专业特殊、非标、异型、新产品、任意种类、形状、公差的超硬加工。
※ 如有类似,可FAX地址,来电索取图片中的样品及相关样本资料供参考(只限小金额)※
常年備存原材料、半成品、成品 800萬 ~ 1000萬RMB周转的在庫品,依圖依樣現生產,具有極強的性價比……
【采用德国和瑞士先进的强力高速数控磨床及优质超强极超微粒钨钢(钻石钢)高精密(3DX技术)成型磨削,具有完美的刃口品质和高可至±0.001mm(±1μm)的尺寸公差。】
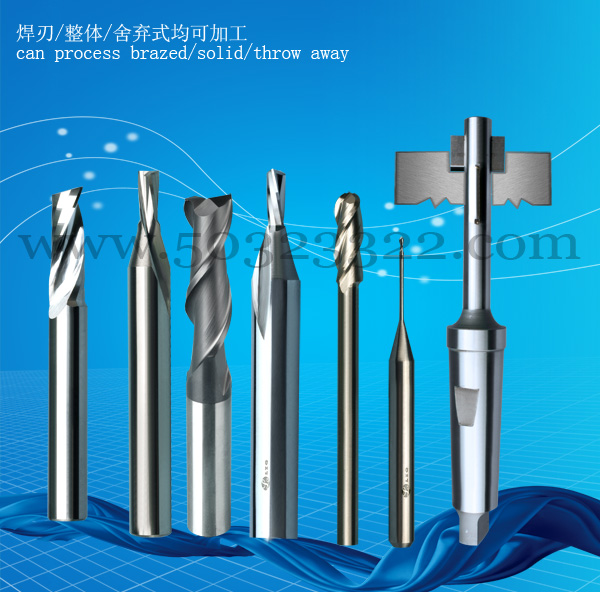
高耐冲击钻石钨钢(断续切削用)PRA11/VRA201系列
高硬度钻石钨钢(高耐磨用)HRF10/SR10T系列
ISO标准钨钢类(一般加工用)PR40/PRA5系列
高钴HSCo8(SKH59)、ASP60C德标
(DIN)系列全磨(2~6刃)端铣、(2~4刃)球铣
刃型:(标准及非标准1-12刃系列铣刀、铰刀): 深沟型,圆头型,端角R型,空芯型,斜刃(锥度)型,长刃型,铝、铜专用,分屑槽(粗铣用)
刃径:(微小型)φ0.10 mm-φ53.00mm(整体钨钢)、φ20.00mm-φ80.00mm(焊刃式).
公差:(标准及非标准)钻石钨钢类刃径公差高要求的可至±0.001mm(±1μm)的精度范围,柄径公差均为h6以上
螺旋角:0°、25°、30°、35°、45°、50°、55°、60°
冷硬加工取代磨削可提高精度,硬铣削取代研磨可提高效率
(高硬度钢加工用非涂层钻石钢刀具可替代TiALN涂层超微粒钨钢、陶瓷、CBN刀具切削后具有极佳的光洁度及较低的刀具成本).
微小径和成型复合刀具可依图纸或样品加工
订货请注明: 名称(刃型)*刃数*刃径*刃长*柄径*总长*柄类*(斜度)*螺旋角*要求公差;
拟加工材料,加工类型[超精→精,半精→半粗,粗加工→强力(重)切削]
HSC铣刀
1、刀具刚性好,能进行高效率的加工。
2、通用型,高精度产品,表面粗糙度≤Ra0.15μm。
3、采用先进的强力高速数控磨床高精密成型磨削,故有完美的刃口品质及精密公差。
4、斜度、刃数(2~6刃)、柄类、螺旋角、刃径、刃长、柄径、总长等可依要求加工。
部分材质说明:
HRF10极超微粒钻石钨钢:
具有极为优秀的耐磨耗性能,但抗冲击性能略差。适用于调质或淬火等高硬度材料(HRC45°~65°)的中低速或要求具有较高的耐磨性能及有色金属等各类材料的中低速轻切削加工。一般用于良好的工况、稳定的切削、优良的零件装夹及持续的轻型加工。相应ISO K10。
PR40:极超微粒钻石钨钢:
泛用型,可用于HRC≤28°各类材料的中低速粗切削至精切削加工,具有较为优秀的抗冲击性能和一般的耐磨耗性能,应用范围广。一般用于较厚的切削量、间断切削及较差的零件夹紧。涂层后效果较佳,可加工至HRC50°的各类材料,相应ISO K20。相应一般钨钢,具有1~2倍的使用寿命和极优秀的耐冲击性能。
确认被加工材料、硬度HRC、设备刚性(价值)、数量,可依图依样要求研磨成型角度及尺寸公差……只批量现生产,可完全替代国际一流制品,具有极高性价比!
從六轴、七轴联动CNC加工的(A级)高端产品到三轴、四轴生产的(B级)中端制品、不同等級的品質與價位......專業替代一流工业品、特殊、非標、異型、新產品中大批量、超高性價比的研發、生產加工,依圖依樣改進設計,可大大降低綜合成本!
询盘请能提供样品及参考页脚注明每种产品的详细要求、材料种类、尺寸公差、工件成品和半成品图纸、所用的设备、设备价值RMB(以判断其刚性及跳动等)、每月消耗的数量、原用产品类型及其不足之处?被加工材料及其硬度HRC?……
被加工的成品图、注意事项:并能提供使用效果最佳—新的和旧的实样。样品:是易钝化?易崩口?还是……?
拥有先进综合的生产体系,具备各种精密技术生产加工能力,实现高效率、低成本的应用。